即使工艺发生变化,也能保持良好的部件运行
从过程监控到自我调整控制
CoPilot 的自主过程控制可帮助捕捉专业成型知识并实时应用。利用机器和模内数据,CoPilot 可以监控工艺流程,识别条件变化,并帮助在规定的范围内进行可信赖的调整,从而使良好的部件生产更容易在不同班次、单元和设施之间重复进行。
了解如何使用
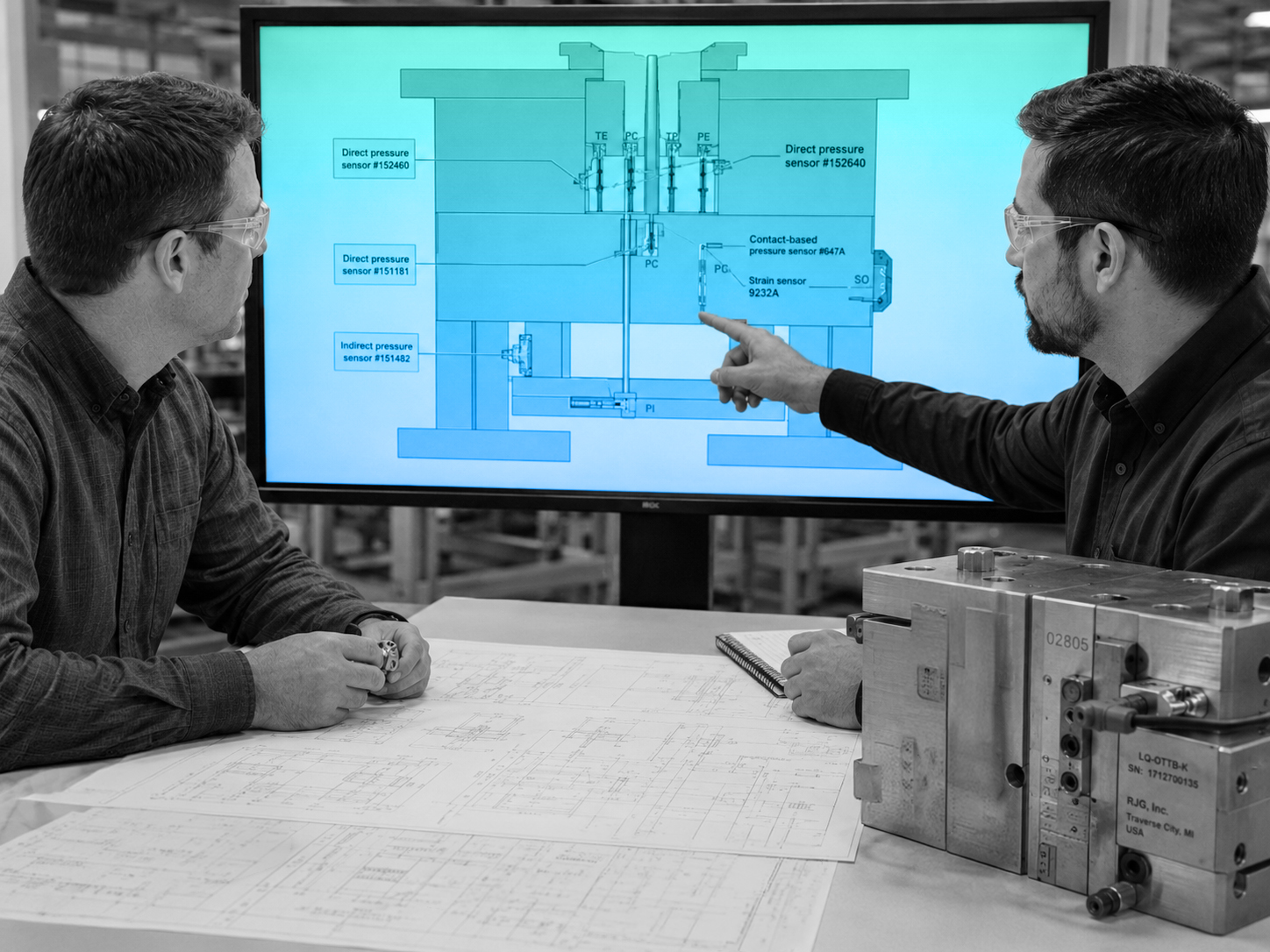
基于 RJG 的模腔压力专业知识 – 专为 CoPilot 设计 – 为实时填充和包装控制而开发 – 利用模内数据提供支持
您的机器可能看起来很稳定。但您的部件可能并不稳定。
机器数据固然重要,但并不总能反映模具内部的全部情况。螺杆位置、填充时间、传送位置和注塑压力可能会重复出现,而模腔条件仍在变化。
自主过程控制(Autonomous Process Control)通过将机器侧访问与模内反馈连接起来,使 CoPilot 对过程的影响达到更深层次。这意味着,CoPilot 不仅能识别变异,还能帮助控制实际生产优质零件的工艺条件。
| 机器能告诉你什么 | CoPilot 可帮助控制的内容 |
|---|---|
| 是否重复螺钉位置 | 填充空腔的方式是否相同 |
| 填充时间是否保持一致 | 模具中的压力发展是否正确 |
| 转移是否发生在同一时刻 | 部件是否在正确的条件下包装 |
| 机器压力是否保持在范围内 | 部件处的压力是否与良好部件工艺保持一致 |
| 设置是否保持不变 | 工艺是否与零件质量保持联系 |
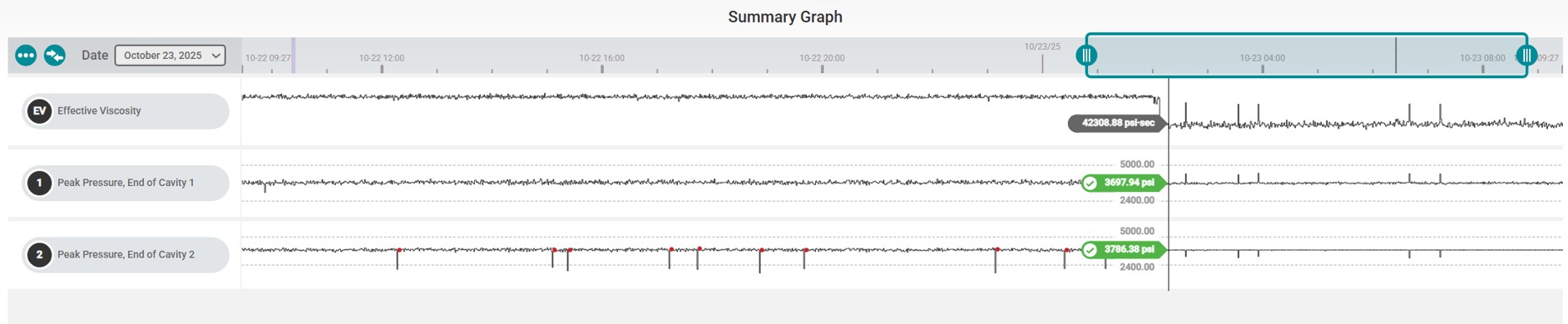
CoPilot 可将模内数据转化为实时过程控制。
自主过程控制(Autonomous Process Control)使 CoPilot 在维护成型过程中发挥更积极的作用。通过将机器侧访问与型腔压力反馈相结合,CoPilot 可以识别工艺何时偏离良好零件状态,并帮助将其恢复到可信任的控制范围内。
这不是为自动化而自动化。它是一种围绕零件成型事件建立的控制策略–利用最接近质量的数据来实时影响工艺。

感知重要的事情
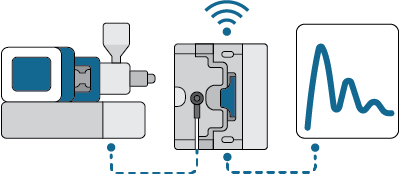
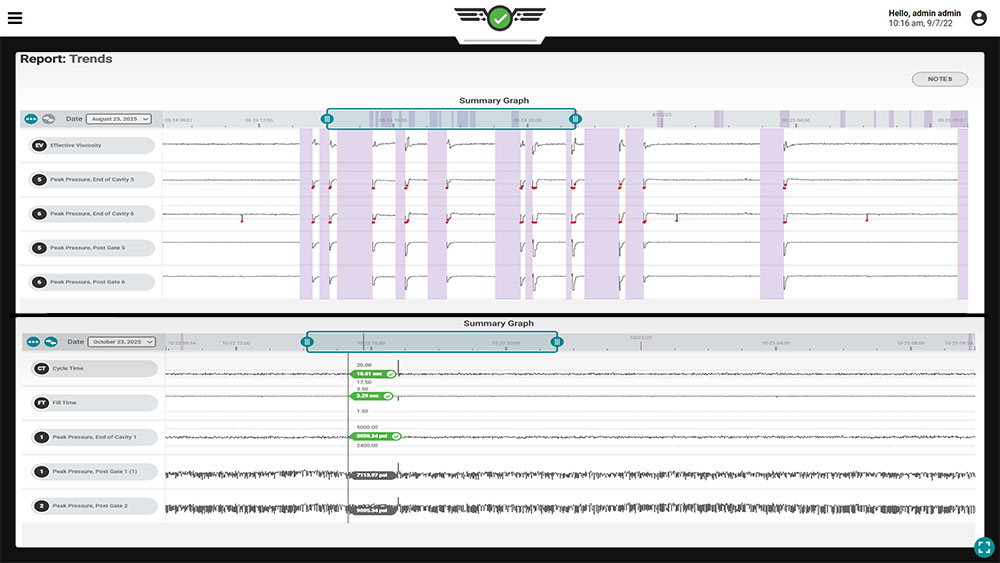
CoPilot 利用机器和模内数据了解填充和包装过程中发生的情况。

了解工艺变化

系统会跟踪流程是否与既定流程指纹保持一致。

调整以保持质量
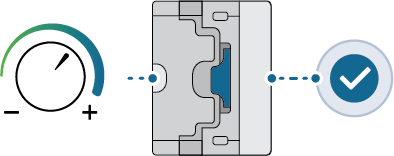
CoPilot 可帮助实时影响机器,以保持生产优质零件的条件。
自主性与背后的数据息息相关
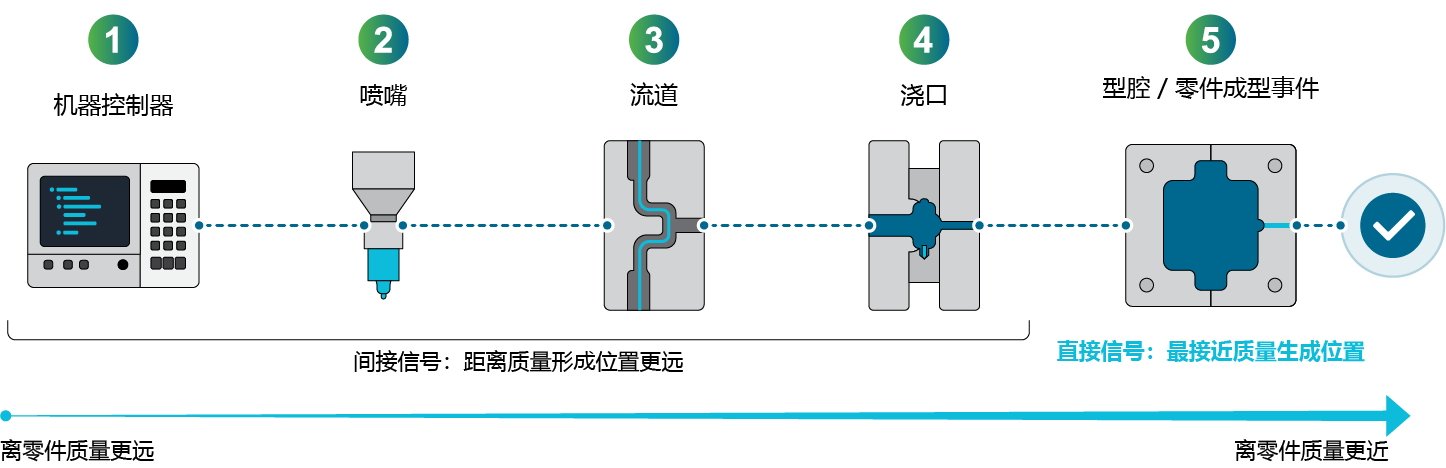
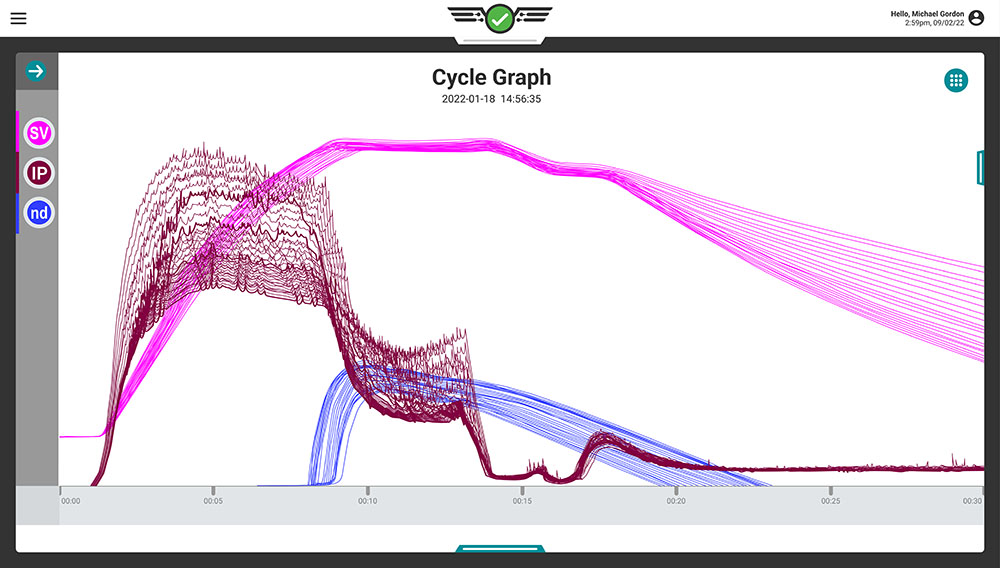
自主控制取决于驱动决策的数据质量。机器数据可以告诉你压力机试图做什么。型腔压力则能告诉你塑料在模具内的情况。当目标是围绕零件而不仅仅是围绕机器设置来控制工艺时,这种差异就显得尤为重要。
- 机器数据很有用,但并不完整。它无法完全解释喷嘴下游发生的情况。
- 空腔压力更接近质量。它显示了填充、包装、浇口冻结、压力衰减和零件成型行为。
- 更好的数据可实现更好的控制。使用模内数据的自主系统可以对实际工艺变化做出反应,而不是间接推断。
专为解决生产中断问题而设计
稳定的零件质量
隐藏的波动
随着条件变化,利用来自模具内部的数据,保持更稳定的零件成型过程;质量正是在模具内部真正生成的。
机器设置可能看起来很稳定,但模具内的条件却在变化。如果没有适当的反馈,波动可能要等到造成废品、返工或质量漏检时才会显现。

可扩展的专业知识
熟练劳动力缺口
捕捉专家级工艺知识,并在各班次、单元和生产团队之间一致应用。
当关键工艺知识只掌握在经验丰富的技术人员手中时,绩效可能会因班次、操作员可用性和故障排查能力而有所不同。
减少停机时间
代价高昂的中断
通过帮助工艺在波动导致停机、重启或生产时间损失之前做出响应,使机器更长时间地持续生产合格零件。
卡件、短射、质量检查和重启都可能打断周期、消耗人工、产生启动废品并延误生产。
更高的材料灵活性
材料不确定性
支持更广泛的材料、替代批次、再生成分或更宽规格的树脂,同时保持稳定的工艺目标。
材料变化可能改变黏度、压力要求、填充行为和零件一致性。如果没有自适应控制,低成本或替代材料可能会增加风险。
经过验证的方向。新的控制水平。
几十年来,RJG 一直在通过模腔压力传感、DECOUPLED MOLDING®、过程监控和 CoPilot 实现自主过程控制。新的自主过程控制选项在此基础上,将控制范围从监控和报警限制扩展到主动过程调整。
这些例子说明了更大的目标:在可重复的控制策略中捕捉专家的成型决策,并在生产中安全、一致地应用。
材料变化示例
当粘度变化 11% 时,尽管机器必须做出不同的反应,但空腔压力控制有助于保持目标空腔条件。
%
viscosity change
停机示例
在上述例子中,DECOUPLED III 工艺将 24 小时内的停机次数从 20 次减少到 2 次。
↓
downtime events
极端材料变化实例
RJG 介绍了一种工艺,它可以在不接触机器控制面板的情况下,将 7 熔体流动性的高密度聚乙烯材料转换为小于 1 熔体流动性的材料,同时继续生产优质零件。
Δ
melt flow change
*应用效果因模具、机器、材料和传感器策略而异。
自主过程控制的最大优势

材料变化
适用于需要处理树脂批次变更、再生成分、再研磨、PCR 或更宽规格材料的注塑商。

高废品率或易出现缺陷的部件
适用于因微小的压力、包装或冷却变化而产生尺寸或外观缺陷的工艺。

取决于操作员的流程
适用于需要减少对技术人员持续干预的依赖,并使专家流程决策在不同班次之间更易于重复的团队。

高价值正常运行时间应用
适用于停机、卡住零件、短射或重新启动很快就会变得昂贵的工具。
实现自主成型的实用途径
五步路线图
根据需要控制或验证的内容选择空腔压力传感器的位置。

确定导致不稳定的部件、材料、质量风险和工艺变量。

确定生产优质零件的模内条件,并为可重复的性能提供参考。

使用 CoPilot 监控流程,并在规定的控制范围内做出实时响应。

回顾绩效,完善控制策略,并拓展自主控制创造价值的领域。
准备好了吗?
自主过程控制专为准备超越过程监控、实现嵌入式注塑智能的注塑商而设计。请告诉我们您的工艺、材料挑战或当前的 CoPilot 设置,RJG 将帮助评估您的应用是否已准备好接受自主控制。