锁模力:为什么锁模力对注塑工艺至关重要以及如何计算
作者:Jim Clifford, 顾问 / 培训师,RJG 锁模力是注塑工艺中最容易被忽视的部分之一。我无数次走到注塑机前看到锁模力被设置为最大值。这可能导致注塑机或模具损坏。 那么,究竟什么是锁模力呢?它为何如此重要?您又该如何计算锁模力呢?
什么是锁模力?
可用的锁模力是注塑机能够达到的锁模吨位。注塑机需要足够的锁模力才能使模具保持闭合状态,以承受模腔和冷流道内部产生的塑料压力。我们通常建议计算每个模具所需的锁模力,而不是让注塑机总是在最大锁模力下运转。为何锁模力如此重要?
您的工厂里会生产多少个产品,它们所有关键尺寸正好在公差的均值或中心处?在一个完美的世界里,您也许可以说全部都是,但是我们都知道这并不是一个完美的世界。在大多数情况下,有一些关键尺寸在公差范围内,但或接近上限或接近下限。如果锁模力没有进行优化调整,则可能会导致某些尺寸超出规格范围。如果产品已经在偏离客户要求的情况下生产,那么情况可能会更糟。 如果您跟客户说您需要扩大关键尺寸的公差,那会是什么样子?在下次生产时,锁模力又恢复为初始设置,产品尺寸又改变了。这可能让您再次陷入迷茫。 这里有一个例子,用以说明锁模力实际上有多重要。 我最近在我们实验室中成型了一种样品,试验中仅调整了一个设定值。在下图1中可以看到,这改变了最大注射量,模腔峰值压力,补缩速率和冷却速率。它还影响了产品的长度,宽度与厚度。我可能调整了什么变量使得工艺出现了问题? 我们应该从塑料的角度,使用塑料四个变量看待这个问题:热量、流量、压力和冷却。哪个变量对产品尺寸影响最大? 答案是:锁模力。 我知道……这是一个有陷阱的问题,但它是太重要了,甚至被称为第五个变量。大多数人从未考虑过这一调整是否会对产品尺寸造成影响,但是它可以完全改变模腔中发生的一切。人们常常完全没有考虑锁模力就对工艺进行调整,以使尺寸恢复到公差范围以内。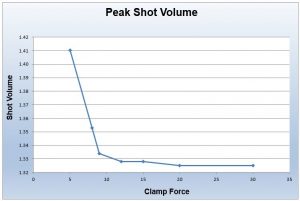
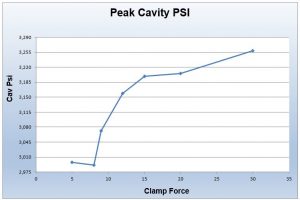
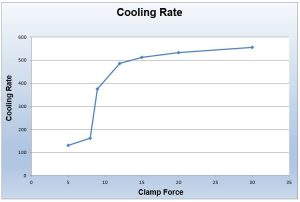
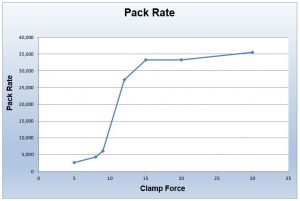 图1
当锁模力设置过高时,它有可能压塌排气,损坏分型面,压裂模腔零件等等。我亲眼目睹过行业中一些模具因此已经损坏到无法进行简单维修的程度,而某些模具部件可能需要数周的时间才能更换。在成型生产商或客户都没有大量库存的今天,如果您的大批量在产模具需要等待数周的时间来停产维修,那将是灾难性的。
需要注意的另一个方面是,如果模具尺寸对于注塑机而言过小,并且锁模力设置过高,则会导致模架周围的注塑机模板变形或翘曲。您可能肉眼无法察觉到这种变形或翘曲,但是您可能会观察到在这台注塑机上,模具中心出现的毛边。当发生这种损坏时,可能会导致停机和产品废弃,从而降低公司的整体利润。
图1
当锁模力设置过高时,它有可能压塌排气,损坏分型面,压裂模腔零件等等。我亲眼目睹过行业中一些模具因此已经损坏到无法进行简单维修的程度,而某些模具部件可能需要数周的时间才能更换。在成型生产商或客户都没有大量库存的今天,如果您的大批量在产模具需要等待数周的时间来停产维修,那将是灾难性的。
需要注意的另一个方面是,如果模具尺寸对于注塑机而言过小,并且锁模力设置过高,则会导致模架周围的注塑机模板变形或翘曲。您可能肉眼无法察觉到这种变形或翘曲,但是您可能会观察到在这台注塑机上,模具中心出现的毛边。当发生这种损坏时,可能会导致停机和产品废弃,从而降低公司的整体利润。
如何计算锁模力?
首先,我们需要计算产品的总投影面积。这是模具分型面上所有产品和冷流道的投影面积。您可能会问:您要制造的是合格产品,而不是合格冷流道,为什么需要计算流道的面积?冷流道仍然会产生将模具两个半模打开的塑料压力。 计算完所有产品和流道的投影面积后,将其乘以材料供应商推荐的锁模力系数。通常,他们以ton/in²为单位提供此推荐锁模力系数(请参见下图2中的计算)。通过该计算,您将获得所需的锁模力,但结果可能并不准确。当材料供应商提供推荐的锁模力系数时,并不是专门针对您的模具。要想获得针对您的产品所需的更精确的锁模力,那么如果您的模具配有模腔压力传感器的话,则可以使用模腔平均压力值。 例如,我们使用模具的浇口后压力为9,000 ppsi,模腔末端压力为3,000 ppsi。我们将这两个压力相加,然后除以二,得到6,000 ppsi的平均模腔压力。因为我们以吨为单位评估注塑成型的锁模力,所以需要将6,000 ppsi除以2000 lb,即得到3 ton/in²的计算结果。现在,您可以使用该锁模力乘以总投影面积,便可以获得您这套模具的建议锁模力。该公式也可以在下图2中找到。
按产品重量优化
优化锁模力的另一种方法是调整设定值并关注产品重量。以较高的锁模力运行,产品填充并保压至可接受的水平,然后逐步降低锁模力并记录产品重量。当发现产品重量开始增加时,这时模具两个半模开始打开。 下图3中的图形显示了我试验使用的样品的示例。您可以观察到从12吨到30吨产品重量相当稳定。当锁模吨位设定为10吨或更低时,产品重量开始增加。在这种情况下,我将锁模力设置为15吨,这样便有了一个安全量。 要是我们按照材料供应商建议的3 ton/in²的锁模力系数,那么我们则需要以25吨的锁模力运行。通过基于产品重量来优化锁模力,可以使模具更容易排气,防止过度锁紧,并节省能源。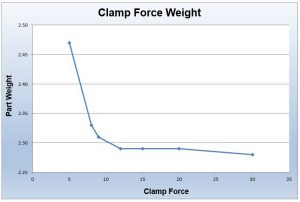
锁紧模具的变形
我们制作样品的模具也配有模具变形传感器,因此我们可以看到不同锁模力下的模具变形。如图4所示,根据不同的锁模力设置,模具变形与产品重量的增加直接相关。 在模具中安装模具变形传感器对于查看锁模力是否已改变或模具本身是否正在发生变化非常有帮助。如果您使用eDARTT®并且在模具中装有模具变形传感器,那么实际上您可以保存一个模板,这样在模具变形发生变化时快速观察到。这将引导您从锁模力这个方向首先入手,而不是其他四个变量。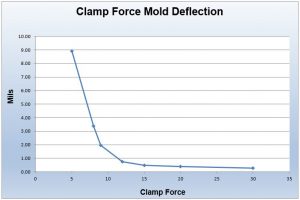
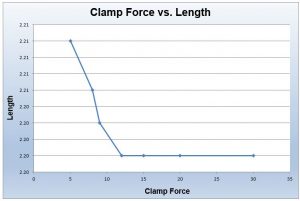
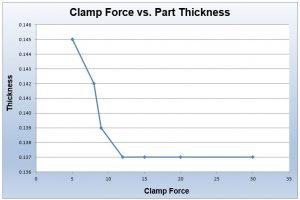
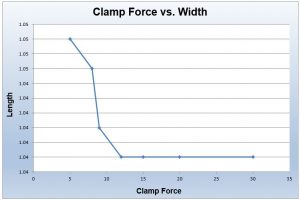
其他结果
在试验取样时,我测量了所有锁模力设定值下生产的产品尺寸。这个产品形状是一个矩形,因此我测量了长度,宽度和厚度。令我惊讶的是,这三个尺寸在不同的锁模力设置下也发生了变化。