
为什么注塑机锁模力很重要以及如何正确进行设置
我们经常看到注塑机运行锁模力不合适的情况 —— 许多人要么忽略了这一点,要么不相信这会对最终产品造成极大的影响。事实上,错误的锁模力将导致诸多问题,尤其是可能将不合格产品发送给客户。
那么什么是锁模力,它为什么如此重要,我们又应该如何计算它呢?
什么是注塑机锁模力?
简而言之,锁模力就是在注射过程中保持模具闭合所需的力。锁模力以吨为单位,了解这一点对于选择合适的注塑机至关重要。一台小型注塑机的锁模力可能只有 25 吨,而大型注塑机锁模力可达 4,000 吨甚至更高。
为什么注塑锁模力如此重要?
注塑机锁模力不合适可能会造成几个问题。其中包括以下三个问题:
1. 烧伤
当模具锁紧时,型腔充满了空气。为了排出空气,模具人员会在模具上加工一些细小的通道,这些通道被称为排气槽。这些排气槽很浅,大约只有约0.01至0.03毫米,因此我们必须小心操作,以免锁模力过高将排气槽封闭。如果施加的锁模力超过所需要的锁模力,那么空气将被困在模具中并且在成型时出现烧伤缺陷。烧伤是由于在流动前沿的空气被压缩造成的。随着空气不断被压缩,空气温度会持续上升直至材料开始燃烧。
2. 压力损失
如果施加过高锁模力来封闭排气槽,这会进一步增加填充模具的压力。简单来说,只要增加了模具填充以及向模腔末端注入塑料的压力,就会增加工艺的不稳定性。我们通常称之为压力损失。
你可以把压力损失想象成玩飞镖。压力损失越高,就越会偏离靶心。工艺过程中已经有不少棘手问题了 —— 为什么要增加更多的问题呢?保持适当的锁模力水平能将模具中的压力损失降到最低。
3. 模具损坏
锁模力过高长久以来带来的另一个问题是模具磨损。现实情况是,模具使用一段时间后难免磨损,那为什么在运行模具时要施加过高锁模力来加速磨损呢?锁模力会不断施加在分型面,导致模具过早磨损。我们曾经见到模具磨损太过严重,以至于在将锁模力降至正常水平后都会出现毛边。
如何计算注塑机锁模力
既然我们明白了合适的锁模力的重要性,现在让我们来了解如何正确设置它。
我们首先需要计算模具分模面上,所有产品和流道的投影面积。分型面是模具型腔打开的平面区域。分型面上的投影面积垂直于模具打开方向。
计算出这一区域的面积后,我们需要应用锁模力系数。加工指南中一般建议 3-5 ton/in2。我们通常使用 3 ton/in2作为安全的锁模力系数。锁模力系数取决于产品的厚度。一般来说,内壁较薄的产品需要的锁模力高于内壁较厚的产品。
模具所需锁模力的示例计算
注意:该计算是一个理论预测值,我们建议进行锁模力优化试验,以确定模具在所安装的特定注塑机上运行时的实际需求。
-
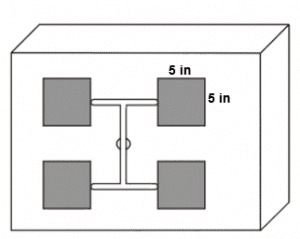
计算产品面积: 对于该模具,每个产品的面积为5 in x 5 in,即25 in2
-
计算流道面积:该模具中流道的投影面积为10 in2
-
确定总投影面积:总投影面积 = (产品投影面积 x 产品数量) + 流道投影面积
因此对于该产品,将是:
(25 in2 x 4) + 10 in2= 110 in2 即为总投影面积 -
在规格表中查找该材料的锁模力系数 该材料的锁模力系数为3 ton/in2
-
计算所需锁模力: 所需锁模力 = 总投影面积 x 锁模力系数
因此对于该模具,将是:
110 in2 x 3 ton/in2 = 330 tons
该模具所需注塑机锁模力为330 ton。
结论
设置适当的注塑机锁模力,对于确保良好的工艺和为客户提供合格的产品至关重要。对模具使用正确的锁模力能避免产品缺陷,防止过大工艺变动以及模具磨损等问题。无论从哪个方面来看,这种方法都是大有裨益的。