Google Analytics is a powerful tool that tracks and analyzes website traffic for informed marketing decisions.
服务 URL: policies.google.com (opens in a new window)
__utmv
Contains custom information set by the web developer via the _setCustomVar method in Google Analytics. This cookie is updated every time new data is sent to the Google Analytics server.
2 years after last activity
__utmx
Used to determine whether a user is included in an A / B or Multivariate test.
18 months
_ga
ID used to identify users
2 years
_gali
Used by Google Analytics to determine which links on a page are being clicked
30 seconds
_ga_
ID used to identify users
2 years
_gid
ID used to identify users for 24 hours after last activity
24 hours
_gat
Used to monitor number of Google Analytics server requests when using Google Tag Manager
1 minute
_gac_
Contains information related to marketing campaigns of the user. These are shared with Google AdWords / Google Ads when the Google Ads and Google Analytics accounts are linked together.
90 days
__utma
ID used to identify users and sessions
2 years after last activity
__utmt
Used to monitor number of Google Analytics server requests
10 minutes
__utmb
Used to distinguish new sessions and visits. This cookie is set when the GA.js javascript library is loaded and there is no existing __utmb cookie. The cookie is updated every time data is sent to the Google Analytics server.
30 minutes after last activity
__utmc
Used only with old Urchin versions of Google Analytics and not with GA.js. Was used to distinguish between new sessions and visits at the end of a session.
End of session (browser)
__utmz
Contains information about the traffic source or campaign that directed user to the website. The cookie is set when the GA.js javascript is loaded and updated when data is sent to the Google Anaytics server
6 months after last activity

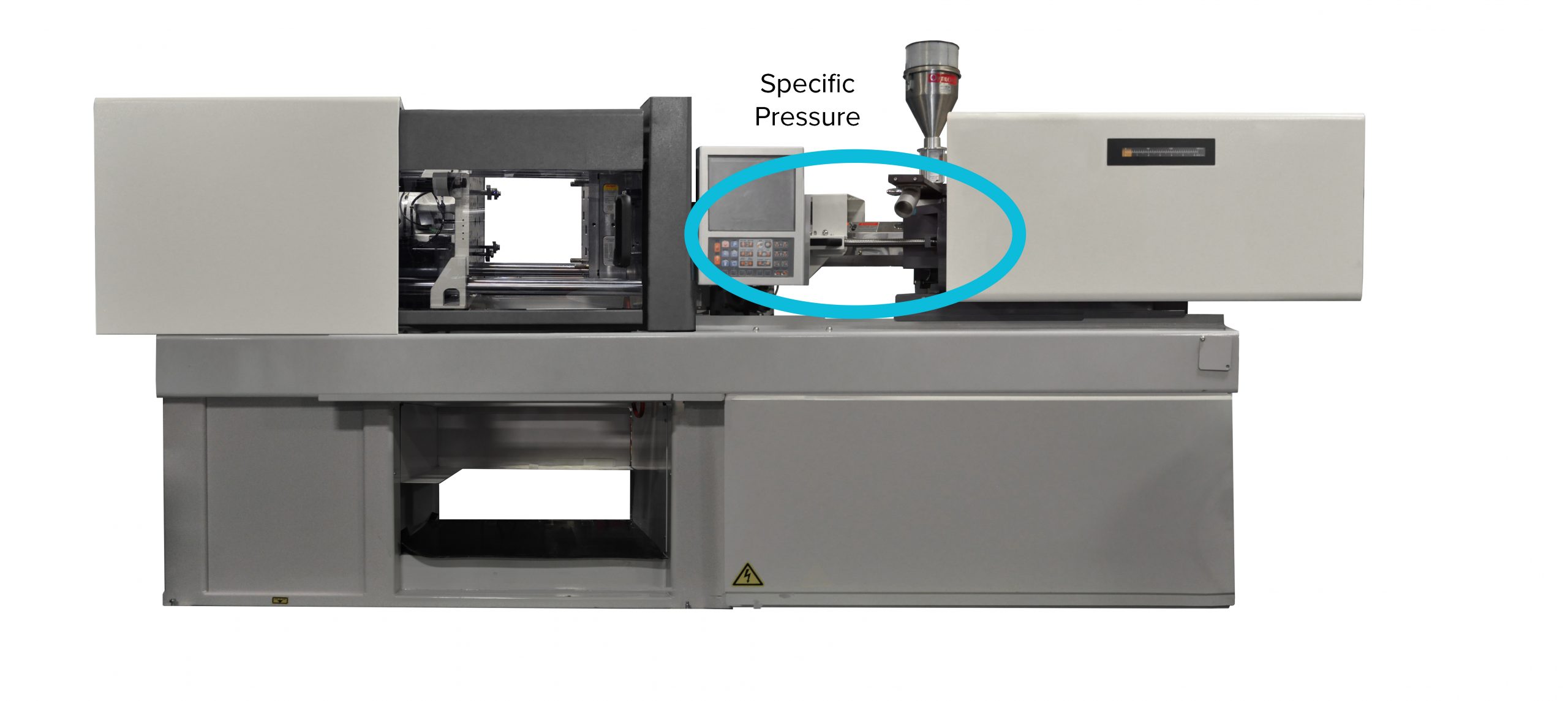
 塑料压力:: 也称为注射压力,是螺杆与炮筒组件内实际的材料压力,是在注射过程中由螺杆前面的塑料流动阻力产生的。通常,液压注塑机显示液压压力。有些注塑机还会显示塑料压力。伺服电动注塑机显示注射压力,而不是液压压力。
了解塑料压力很重要,因为这样就能记录注塑时的材料的压力,并选择能力足够的注塑机。
塑料压力:: 也称为注射压力,是螺杆与炮筒组件内实际的材料压力,是在注射过程中由螺杆前面的塑料流动阻力产生的。通常,液压注塑机显示液压压力。有些注塑机还会显示塑料压力。伺服电动注塑机显示注射压力,而不是液压压力。
了解塑料压力很重要,因为这样就能记录注塑时的材料的压力,并选择能力足够的注塑机。
 型腔压力: 型腔内部的实际材料压力。要想测量该值,模具必须配备压力传感器
型腔压力: 型腔内部的实际材料压力。要想测量该值,模具必须配备压力传感器
 那么这些压力值之间有什么区别呢?所有这些压力不是应该都相同吗?答案是否定的。
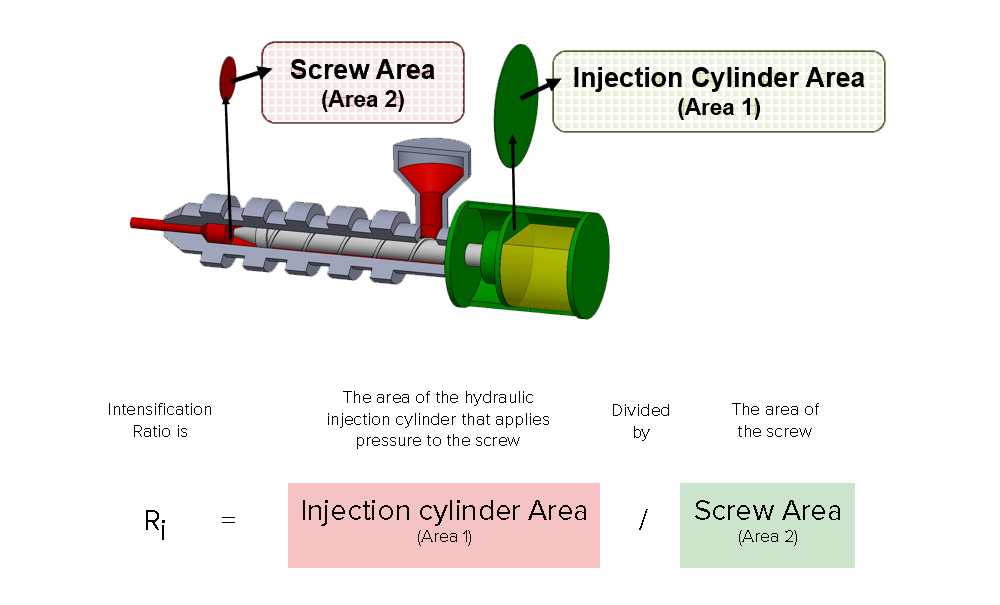
如果您查看注塑成型过程控制系统(例如),就会发现这三种压力类型之间的测量值差异很大。这是由于增强比和压力损失造成的。
那么这些压力值之间有什么区别呢?所有这些压力不是应该都相同吗?答案是否定的。
如果您查看注塑成型过程控制系统(例如),就会发现这三种压力类型之间的测量值差异很大。这是由于增强比和压力损失造成的。